
Where plate becomes pressure equipment.
A 16,000 m² code-stamp workshop. Plate stock to finished assembly under one roof, with TPI coordination at every hold point.




The shop, in figures.
Six stations. One flow.
A vessel walks the same route from plate yard to shipping bay every time. Sequence, hold points, and documentation are fixed — only the spec changes.
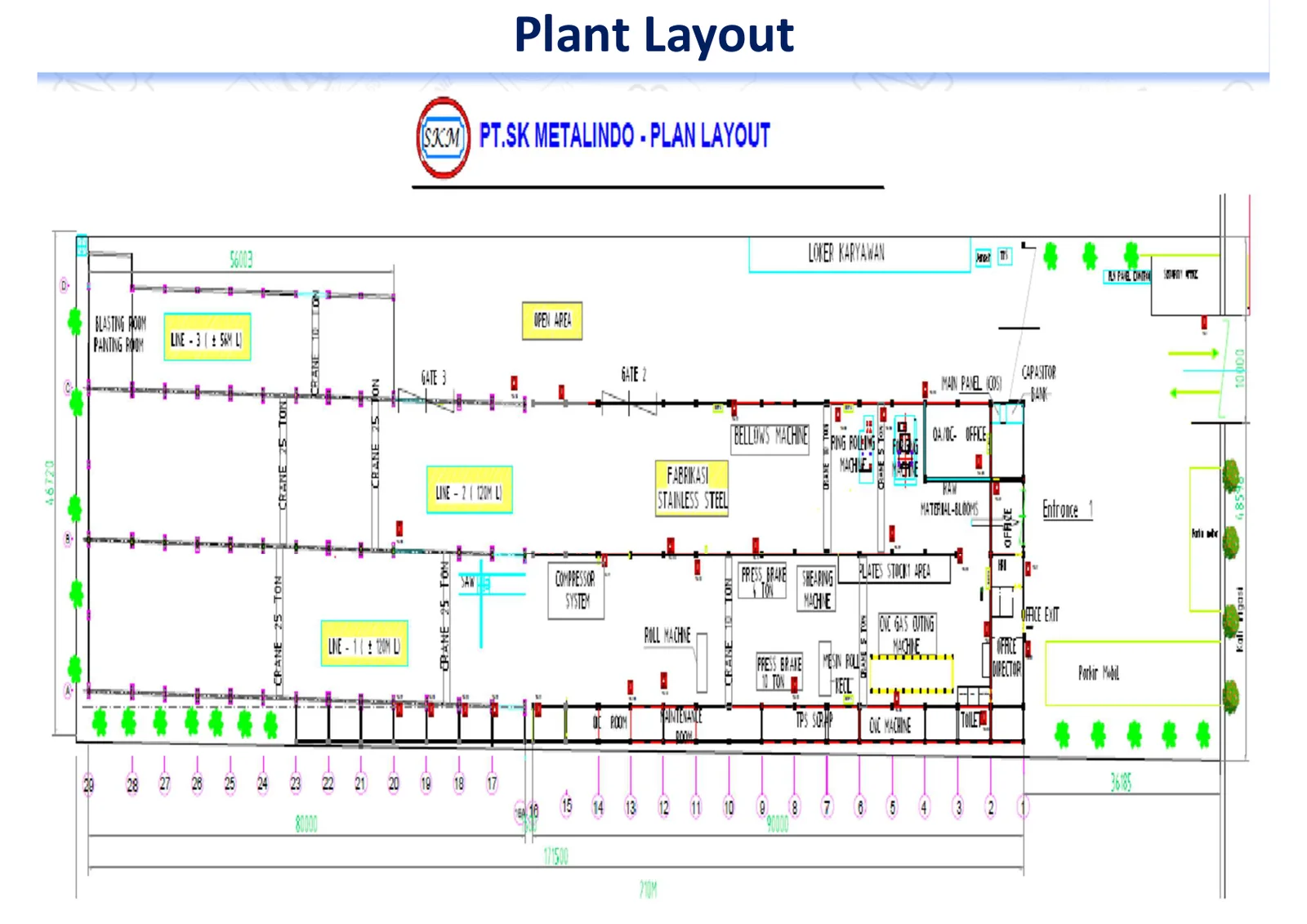
Plate receipt & traceability
Material received with EN 10204 3.1/3.2 certs, PMI verified, heat-numbered, and laid out in the plate yard with stencilled traceability that survives every downstream process — cut, rolled, welded, painted.
- PMI on every plate
- Heat-to-part traceability through MDR
- Plate yard organized by spec / grade / thickness


Cutting & forming
CNC plasma and oxy-fuel cutting feed the rolling and forming bays. Hot and cold rolling produce shells and heads to specified diameters and tolerances, with template verification before release.
- CNC plasma cutting up to 50 mm
- Oxy-fuel cutting up to 120 mm
- Plate rolling: shells up to 6,000 mm Ø
- Hot forming for heads up to Ø 4,500 mm
Welding
Qualified WPS for SMAW, SAW, GTAW, and FCAW with PQR documentation maintained per ASME Section IX. Long and circumferential seams run under automated SAW; root passes are GTAW for cleanliness.
- SAW for long / circ seams
- GTAW root passes for clean welds
- Welder qualification per ASME IX
- Strip cladding & weld overlay (Alloy 625, 825, urea-grade SS)

Non-destructive examination
A full in-house NDE suite with ASNT Level II / III inspectors keeps hold points moving. Third-party inspectors witness on schedule; digital radiography speeds turnaround on dense shells and overlays.
- RT — film and digital
- UT, PAUT, TOFD
- MT and PT
- Hardness per NACE MR0175

Post-weld heat treatment
Furnace and local PWHT executed to ASME UCS-56 / UHA-32. Thermocouple maps are reviewed before soak; calibrated thermograph records ship with the MDR for every heat-treated vessel.
- Walk-in furnace (12 m × 4 m × 4 m)
- Local PWHT for site work
- Thermocouple-controlled cycles
- Calibrated thermograph records
Pressure testing & dispatch
Hydrostatic and pneumatic testing under witness, followed by preservation, painting, and dispatch. For out-of-gauge equipment, lifting and transport engineering is produced in-house before the gate opens.
- Hydrotest up to 100 barg
- Helium leak for cryogenic / critical service
- Multi-coat protective paint
- Lifting-plan engineering for out-of-gauge transport
Registry of what we run.
Capability disclosed up-front so estimating conversations start from a verified baseline.
- CRANES
- 2× 50 MT overhead, 4× 20 MT secondary
- PLATE ROLLING
- Up to 120 mm thickness, 6,000 mm Ø
- CNC CUTTING
- Plasma to 50 mm, oxy-fuel to 120 mm
- WELDING SOURCES
- SAW, GTAW, SMAW, FCAW (>20 stations)
- PWHT FURNACE
- 12 × 4 × 4 m internal, electric, programmable
- HYDROTEST
- Up to 100 barg, instrumented & calibrated
- NDE
- RT (film + DR), UT, PAUT, TOFD, MT, PT
- DESIGN SOFTWARE
- PV-Elite, Compress, AMETank, ANSYS, AutoPIPE
- QA SYSTEM
- ISO 9001:2015 certified, ASME audited


